Wire Rope
This is just placeholder text. Don’t be alarmed, this is just here to fill up space since your finalized copy isn’t ready yet. Once we have your content finalized, we’ll replace this placeholder text.

Nihil ad rem! Ne sit sane; Quis Aristidem non mortuum diligit? Res enim concurrent contrariae. Primum in nostrane potestate est, quid meminerimus?
Gulf America supplies high-performance wire rope and wire rope slings designed for strength, durability, and safety in the most demanding industrial environments. From heavy-duty lifting applications to custom-engineered assemblies, our wire rope products meet rigorous standards for oil & gas, marine, construction, and manufacturing operations. With a wide selection of sizes, configurations, and end fittings, we deliver reliable wire rope solutions built to perform when it matters most.
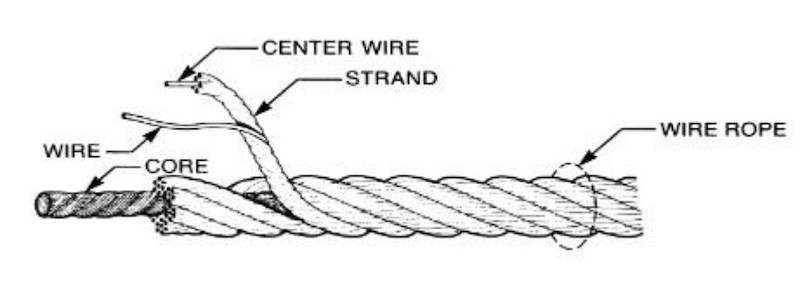
The three basic components of a typical wire rope are the individual wires, which form strands; the strands themselves, which are twisted together; and the core, which provides support and maintains the rope’s shape.
COMPONENTS: Wire rope consists of three basic components.
- Wires
- Strands (formed by wires, laid helically around a core)
- Core (or center)
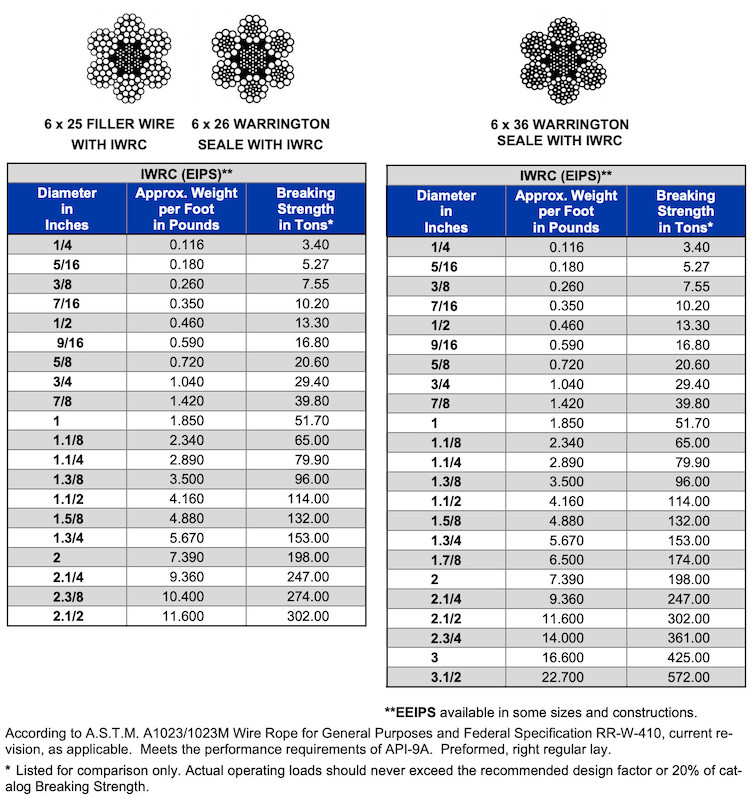
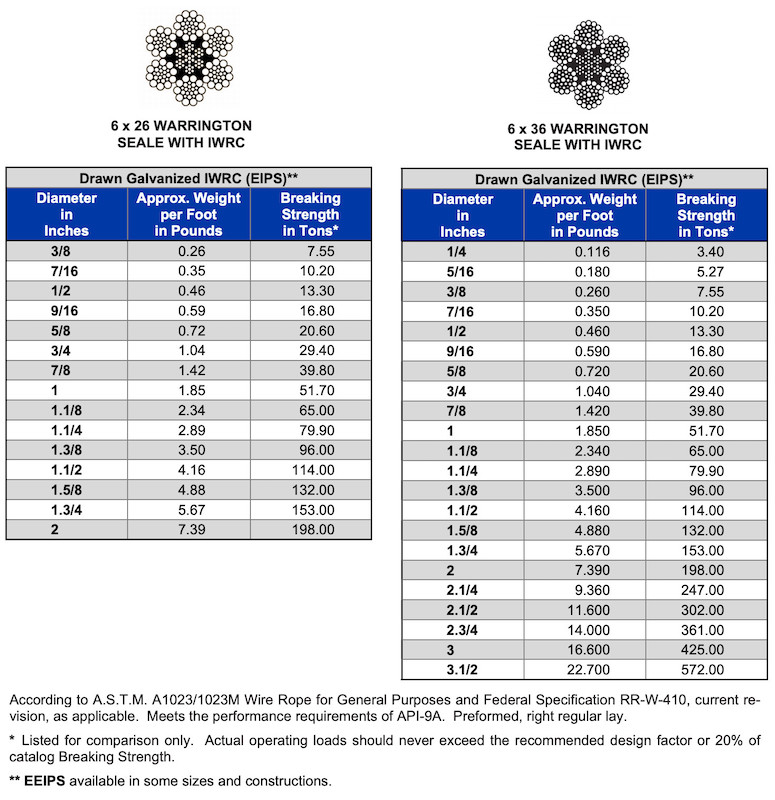
MATERIAL: Steel grades in wide use today are IPS (improved plow steel), EIPS (extra improved plow steel), sometimes also referred to as XIPS, XIP, or EIP, as well as EEIPS (extra, extra improved plow steel).
CORE: Its function is to provide proper support for the strands under normal conditions. Three types of core (or center)
are commonly used.
- Fiber Core (F.C.), usually polypropylene (P.C.), sometimes hemp (H.C.) and sisal.
- Independent Wire Rope Core (IWRC)
- Wire Strand Core (WSC)
IWRC and WSC are sometimes referred to as steel wire core or steel center.
CONSTRUCTION: Expressed in numbers of strands x number of wires. 6 x 25 indicates that the wire rope consists of 6 strands, which in turn have 25 individual wires.
Constructions are grouped into classes:
6 x 7 Class: Containing 6 strands that are made up of 3 through 14 wires, of which no more than 9 are outside wires.
6 x 19 Class: Containing 6 strands that are made up of 15 through 26 wires, of which no more than 12 are outside wires.
6 x 36 Class: Containing 6 strands that are made up of 27 through 49 wires, of which no more than 18 are outside wires.
8 x 19 Class: Containing 8 strands that are made up of 15 through 26 wires, of which no more than 12 are outside wires.
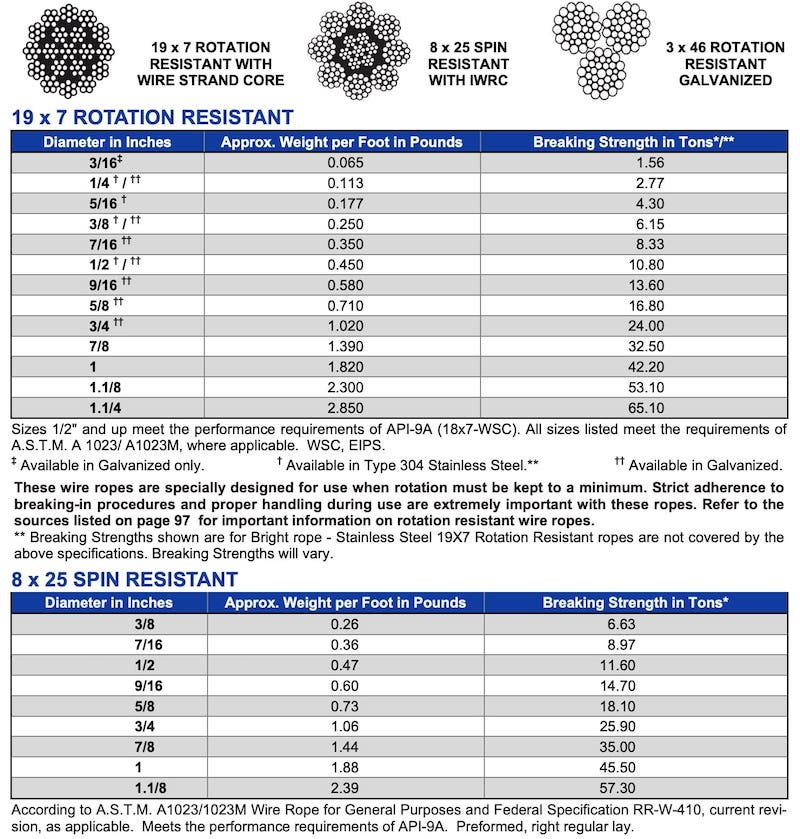
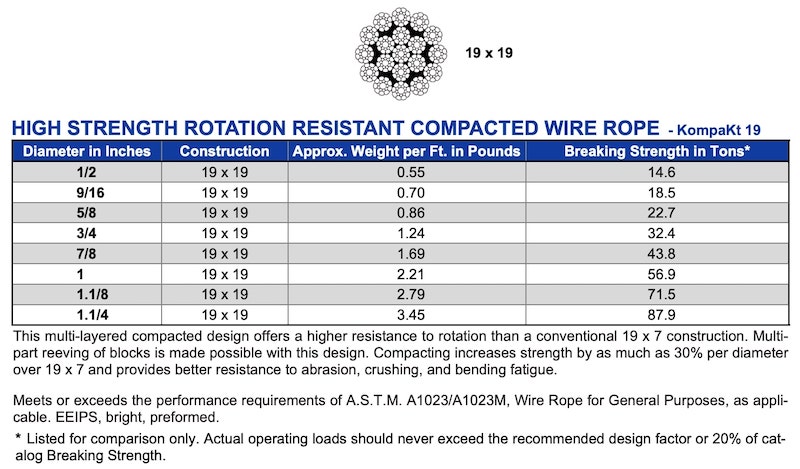
19 x 7 Class: Containing 19 strands, each of which is made up of 7 wires.
8 x 19 and 19 x 7 class wire ropes have rotation-resistant properties, excluding elevator ropes.
The constructions listed above are just some of the more popular constructions.
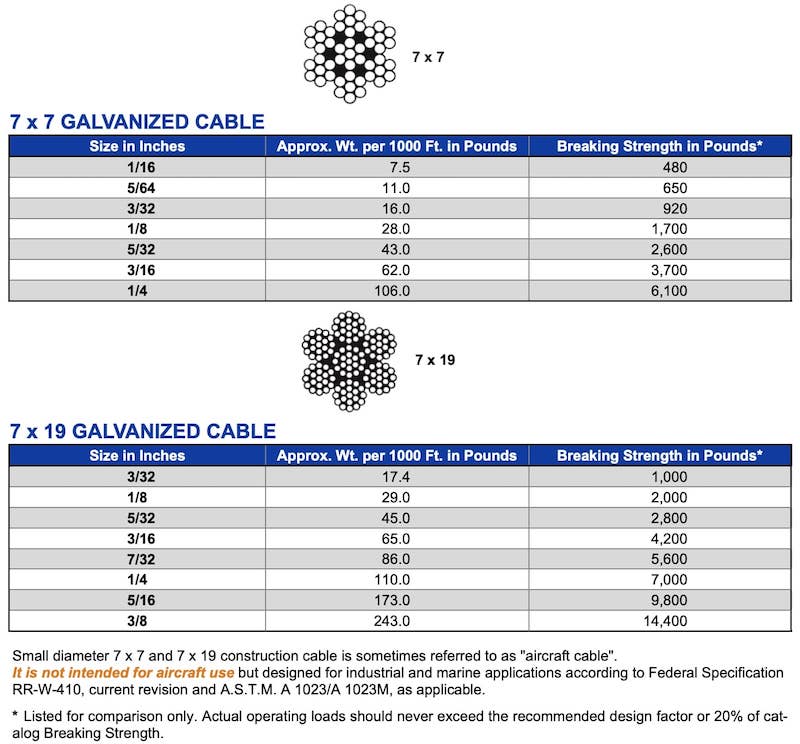
Other common constructions: 7 x 7, 7 x 19: Galvanized cable. Sometimes referred to as “aircraft cable” but not intended for aircraft use. 1 x 7, 1 x 19: Strand 7 x 7 x 7, 7 x 7 x 19: Cable Laid
Many others exist, some for highly specialized applications only.
Note that any class denotes the nominal number of wires in each strand. The actual number of wires may be different. For example 6 x 36 class: strands most commonly consist of 36 wires, or 31, or 41.
Proper Handling Of Wire Rope
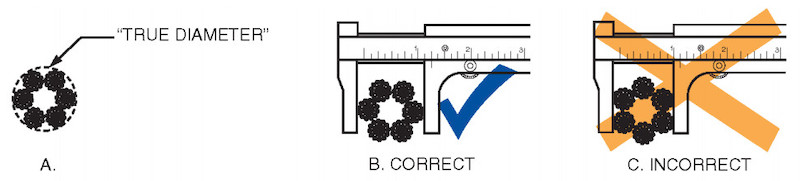
MEASURING OF WIRE ROPE
How to measure (or caliper) a wire rope correctly. Since the “true” diameter (A) lies within the circumscribed circle, always measure the larger dimension (B). Actual diameter can be 5% larger than nominal wire rope diameter.
RECEIVING AND STORING WIRE ROPE
Make certain that the wire rope received is the one that was ordered. Check for obvious damage to wire rope and reel. Store wire rope away from heat, moisture and other corrosive agents. This means storing under a weatherproof cover, off the ground, preferably in a dry, cool, well ventilated warehouse. If wire rope has to be kept outdoors, cover it with a coating of protective wire rope lubricant and cover both wire rope and reel with waterproof material. Keep it well off the ground. Careful inspection after extended storage is of utmost importance.
UNREELING OR UNCOILING WIRE ROPE
Great care must be taken when removing wire rope from reels or coils. Looping the rope over the flange of the reel or pulling the rope off a coil while it is lying on the ground will create loops in the line. If these loops are pulled tight, kinks will result, thereby permanently damaging the wire rope. Check illustrations below showing correct and incorrect ways of unreeling and uncoiling wire rope.
Whenever handling wire rope, take care not to drop reels or coils. This can damage wire rope and collapse the reel, making removal of the wire rope extremely difficult if not impossible.

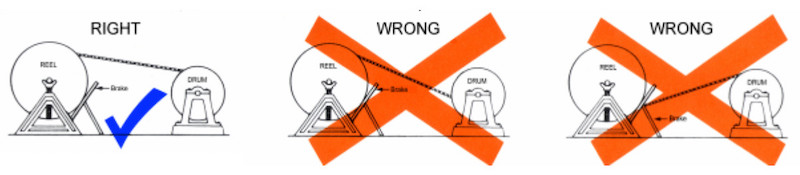
RE-REELING WIRE ROPE
When reeling wire rope from one reel to another it is preferable for the wire rope to travel from top to top, as illustrated. Spooling from bottom to bottom is also acceptable, provided the surface over which the wire rope will travel is clean, smooth and dry, so as not to allow foreign particles to become embedded in the wire rope. Spooling from top to bottom or from bottom to top can put a reverse bend into wire rope and must be avoided. When stringing up on machinery wire rope should be removed from the reel in the same direction as placed on the drum.
CUTTING & SEIZING WIRE ROPE
There are numerous ways to cut wire rope – use only appropriate tools specifically designed to cut wire rope. Safety goggles and work gloves must always be worn. Observe other precautions peculiar to the tools used. Wire rope should be properly seized on both sides of the cut with wire or strand. Seizing wire diameter and the number and length of the seizings will depend on the diameter of the wire rope, and whether or not it is preformed.
BREAKING IN NEW WIRE ROPE
Since wire rope is a machine with many moving parts, it requires careful installation and breaking in procedures for maximum safety and long service life. After proper installation, allow the wire rope to run through a cycle of operation at a very low speed. Keep a close watch on the wire rope, its attachments and any working parts such as sheaves, drums, rollers, etc. to make certain that the wire rope runs freely.
If no problems appear at this stage, run the wire rope through several cycles of operation under light load at reduced speed. This procedure allows the component parts of the new rope to make a gradual adjustment to the actual operating conditions.
WIRE ROPE EFFICIENCY
Wire rope will develop 100% efficiency, that is, break at or above minimum acceptance strength (not less than 2 1/2% below nominal breaking strength) under controlled laboratory conditions. Once fittings such as sleeves, clips, sockets, etc. are attached and/or the wire rope passes over a curved surface such as sheaves, pins, etc. its strength is decreased. In the case of wire rope passing over a curved surface this decrease in strength depends on the severity of the bend.
In the case of wire rope fittings, the decrease in wire rope strength will depend on the type of fittings used. The wire rope efficiency usually ranges from 70% – 100%. For more detailed information consult the strength efficiency of wire rope table on page 86. Note, that hand spliced wire rope, while not using any fittings, has less efficiency than properly flemished and swaged wire rope.
There are other factors, depending on the application of wire rope, that can cause a decrease in nominal wire rope strength. They must be considered when choosing a design factor. Refer to the Wire Rope Users Manual and/or other qualified sources for details.
ELASTIC PROPERTIES OF WIRE ROPE
Wire rope is an elastic member; it stretches or elongates under load. This elongation can be permanent or recoverable. The extent of elongation will depend on the wire rope used and the design factor chosen. While it may be acceptable for many wire rope uses to neglect its elastic properties, they are of critical importance for some uses. When in doubt about the importance of wire rope elongation consult professional help. Pre-stretching wire rope will only remove some of the constructional stretch and will not totally eliminate elongation under load.
WINDING WIRE ROPE ON DRUMS
Installation of wire rope on a plain or grooved drum requires a great deal of care. Make certain the wire rope is properly attached to the drum. Keep adequate tension on the wire rope as it is wound onto the drum. Guide each wrap as close to the preceding wrap as possible, or follow the groove in case of a grooved drum. No blanket recommendations can be given concerning direction of winding, desirable drum diameter, fleet angle, etc. Consult the Wire Rope Users Manual for this and other important technical information.
WIRE ROPE SLINGS
Refer to ASME standard B30.9 and OSHA standard 1910.184 for design factors and other important information. Other standards and information may apply.
Bright Wire Rope
Galvanized Wire Rope
Galvanized Steel Cable
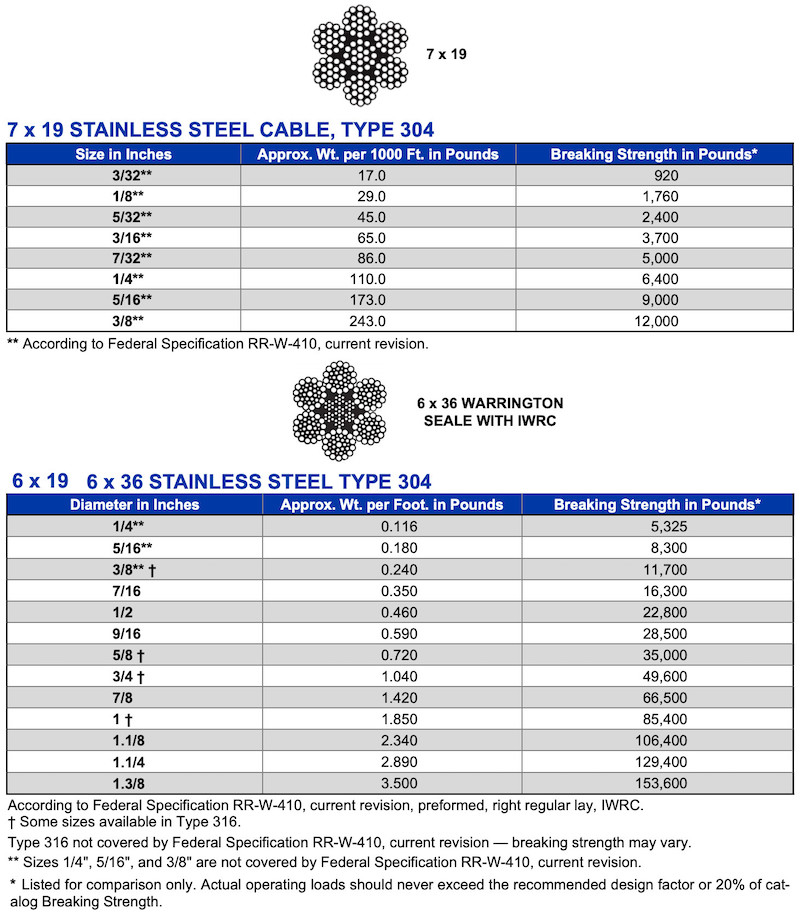
Stainless Steel Wire Rope
Rotation & Spin Resistant Wire Rope
Rotation Resistant Compacted Strand Wire Rope
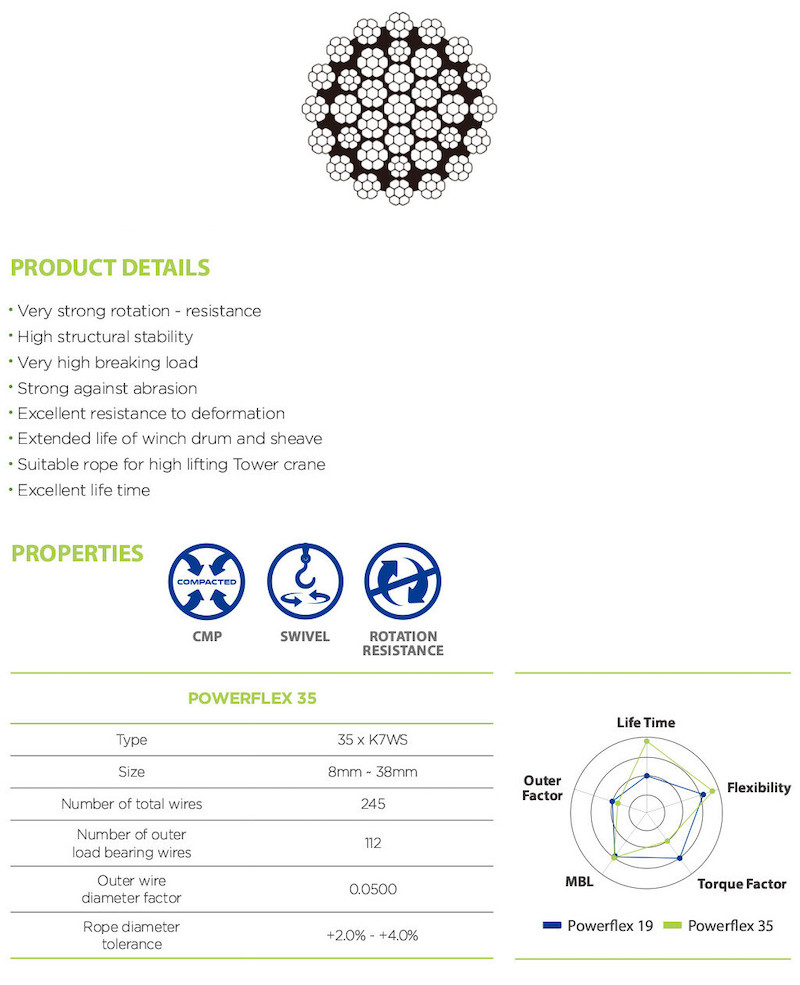
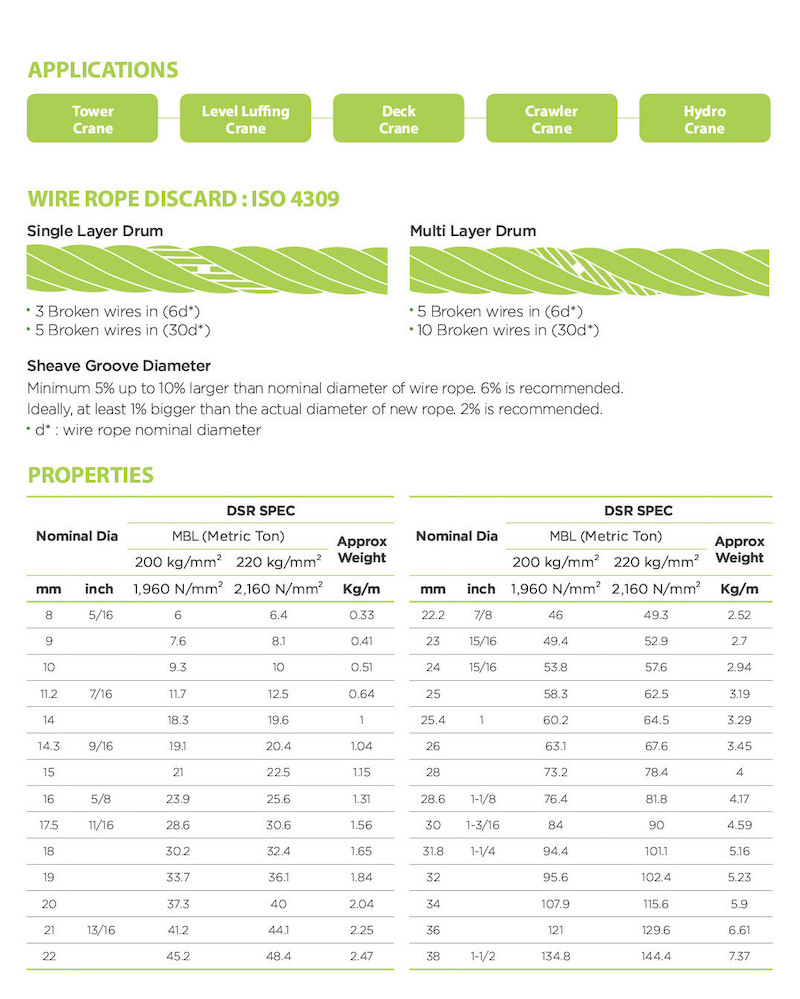
Powerflex 35
Comprehensive Wire Rope, Rigging, Equipment Rentals & Hose Services
Louisiana's Most Trusted Lifting Solutions
Gulf America delivers premier wire rope, slings, rigging, equipment rentals and hose, trusted for excellence in Louisiana's lifting industry.




Durable Rigging Equipment & Hardware
High-Quality Rigging Hardware for Safe and Efficient Lifting
At Gulf America, we provide reliable rigging hardware such as chains, shackles, eye bolts, and swivel hoist rings, designed for secure and efficient lifting.











Get To Know Gulf America
Download Our Company Brochure
Discover our full range of high-quality wire rope, rigging, and lifting solutions, equipment rentals & industrial hose, designed for the toughest industries. Download our brochure today and see why Gulf America Wire Rope is the trusted choice for strength, safety, and reliability.
Click Here To Download BrochureMost Trusted In Louisiana For Wire Rope
Hear From Our Satisfied Customers
At Gulf America, our clients’ success drives us. Read what our valued customers say about our top-quality wire rope, slings, rigging, equipment rentals and hose solutions, trusted across Louisiana for reliability and excellence.
The inspection and testing services here are thorough and reliable. They made sure our slings and lifting gear were fully compliant and safe for a job that was new to our company. Couldn't have done it without their help.
Fast turnaround and excellent customer service. They went above and beyond to make sure my slings were inspected and tested in time for our load out.
As a longtime customer, I can confidently say their wire ropes and slings are built to last. Wouldn’t go anywhere else for lifting solutions!
The customer service team was incredibly helpful in finding the exact rigging equipment I needed.
High-quality rigging products at competitive prices. Their wire rope selection helped us complete a major project without any issues.
Their industrial hose and supply department is outstanding. They had exactly what I needed for my hydraulic system, and the quality was top-notch.
I recently started working at Gulf America, and the company culture is great. They truly care about their employees and offer solid career growth.
We rely on Gulf America for regular inspections of our slings and lifting equipment. We can get our certificates online at any time which is very convenient.
Gulf America treats employees like family. Great pay, benefits, and a safe work environment.